

钣金成形
流程、应用、质量保证
钣金成形可用于不同的工业领域。采用了各种计算机控制的制造工艺。这些生产工艺可根据不同的材料、材料厚度和其他重要因素进行优化调整。
钣金成形:定义和一般信息
钣金成形是指在不改变质量、体积和材料成分的情况下进行成形的制造工艺。然而,成形会改变待加工钣金的表面和特性。根据晶格结构的不同,这会导致迁移位错(平移)或孪晶。坯料通过平整的钣金切割机有针对性地施加压力,最终成形。这通常会导致轻微的弹性变形(回弹)。钣金成形工艺可用于生产各种不同的部件。这些部件的重量从几百克到几吨不等。


成形通常使用电子控制的特殊机器进行,如压力机、折弯机和蒸汽锤。根据内置工具,其中许多工具适用于多种制造工艺。钣金成形最常用的材料有钢、铜、铝、铝合金和铜合金(锻造合金)。区分的依据是
- 冷成形、温成形和热成形之间的温度变化
- 钣金成形和大规模成形之间的工件类型
- 机械应力类型符合DIN 8582标准
- 拉伸成形(长度、深度、宽度)
- 压力成形(自由成形、轧制)
- 拉伸压缩成形(深冲)
- 热成形(移位、扭转)
- 弯曲(边缘弯曲、自由弯曲、旋转弯曲)
此外,还有用于钣金成形的特殊工艺,如压力淬火和挠曲成形。钣金成形通常使用平整的钣金,这些钣金通常通过冷成形加工而成。三维和大型重型坯料采用大规模成形技术进行改性。该工艺采用冷成形或热成形。常用的制造工艺有弯曲、轧制、冲击挤压和挤压。
如根据工件上的载荷对钣金成形进行分类,可使用更多工艺。在拉伸压缩成形(DIN 8584)的情况下,压力和拉伸荷载同时作用于不同的有效方向。最重要的分组是深冲。在这一工艺中,扁平钣金被拉成空心形状,用于生产空心体,如罐头、头盔和主体部件。在拉伸成形(DIN 8585)的情况下,钣金通过拉伸应力延伸,空心体通过拉伸应力膨胀。弯曲(DIN 8586)主要通过弯曲进行。旋转弯曲使用夹紧工具的旋转运动,自由弯曲使用夹紧工具的直线运动。在轧制过程中,钣金成形由旋转的轧辊完成。


对于剪切成形(主要通过剪切应力成形,符合DIN 8587标准),工具进行旋转运动或直线运动。扭转用于生产螺旋桨和钻头,移位用于生产曲柄。例如,冲压成形(DIN 8583)以轧制(钣金和薄板生产)或自由成形(自由锻造)的方式进行。根据所使用的钣金成形工艺,通过特殊的工具运动(弯曲)改变形状或在工具中形成后来的形状(模锻、轧制)。
钣金成形是大规模生产的理想选择。然而,从坯料中提取的形状并不完全精确。为获得合适的成品部件,必须对工件进行再加工,例如磨削。大多数钣金成形工艺的精度介于IT16和IT12之间。精密工艺甚至可以达到IT8或IT6的精度。挠曲成形(流体单元成形)是一种特别经济、快速和通用的钣金成形方法。因此,其可用于小批量生产和原型开发。流体单元压力机用于为航空业、汽车行业及其供应商制造部件。
需要加工的钣金厚度从0.1 mm到16 mm以上不等。这种维护成本低、使用方便的专用压力机对小型工件的压力控制尤为出色,并大大减少了手工精加工的工作量。一些高速流体单元压力机每小时可生产多达120个部件。使用挠曲成形技术,即使是公差小、表面无瑕疵的复杂几何形状,也能用单个模具生产出来。
与切割工艺相比,钣金成形工艺的优势在于材料得到了出色利用:没有剩余钣金废料。此外,工件的晶粒流动性也很适用。在质量相同的情况下,拉伸部件和其他部件的强度和载荷能力都很高。而在铣削过程中,由于铣削会在部件上产生许多微小的切口,因此晶粒流很容易产生应力。成形工具只有在大批量生产时才具有优势。单个部件和小批量生产的铣削加工成本较低。
钣金成形方法及其优缺点
冷成形在再结晶温度以下进行。在温成形过程中,相应工件的加热温度也低于再结晶温度(600至950 °C)。热成形是通过加热材料,使其超过再结晶温度。
冷成形使材料更加坚固,从而使加工更加精确。特殊的纤维结构可确保成品部件承受较高的机械应力,因此非常适合生产飞机和汽车行业中涉及安全的部件。温成形结合了两种方法的优点。其用于制造无法进行冷成形的钢合金锻造部件。锻造部件的尺寸公差小,材料表面均匀,只有轻微的缩放,有时甚至有要求更高的几何形状。
热成形(热锻)是一种非常耗能的方法,适用于各种金属的成形。这种成形技术的温度介于1100 °C(钢合金)和1300 °C(铁)之间。这些温度会导致表面粗糙。工件冷却后会出现材料收缩。进行热成形时,不一定需要对工件加热。根据金属的不同,即使是室温也足矣。
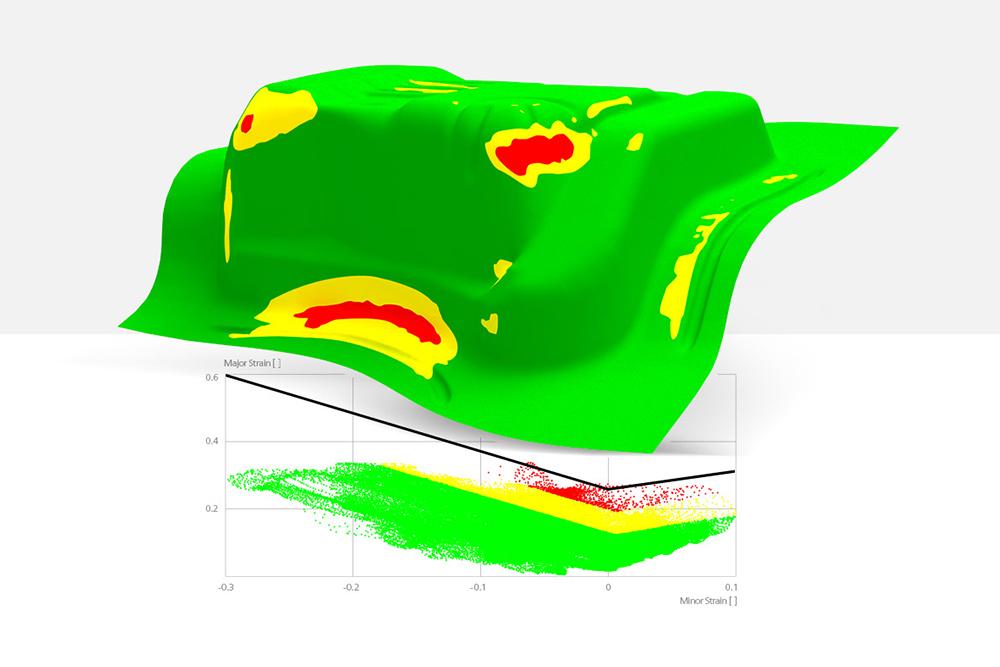
钣金成形和模拟软件
与其他研究领域相同,现代成形技术也采用了模拟技术。为此,使用了各种软件程序。这些程序直观地再现金属成形,进行计算,并以图形方式呈现结果。通过内置的数字工艺规划,可准确预测可能出现的错误,并改进技术工艺和材料投入。模拟软件从质量、功能、成本和生产时间等方面对钣金成形进行检查,并对所获得的结果进行评估。用户还将学习如何修改设计以满足质量要求。





哪些行业使用钣金成形?
钣金成形几乎适用于所有制造业:汽车行业用它来生产挡泥板、引擎盖和车门等重型车身部件。食品工业使用的罐头也是利用成形技术制造。其还可用于制造航空航天业的机翼和螺旋桨等部件。家用电器供应商也受益于各种钣金成形工艺。他们会在厨房抽油烟机、水槽和冰柜中使用钣金成品部件。此外,钣金成形还可用于仪器制造、工厂建设、电气、制药、医疗、测量和控制技术等。通风、空调和通信技术也使用这些方法。
弯曲钣金时应注意的事项
钣金弯曲时,可均匀线性或有选择地施力。变形程度取决于弯矩的大小。压花机、圆形折弯机和弯板机可实现不同类型的折弯。在弯板机中,工具以一定的力量压在钣金上。在接触点上,会施加一个方向相反的同样强大的力。这一对力必须非常强大,使钣金随后发生永久性的改变。为此,工业用户必须了解特定金属材料的受力程度,以及在受力时的表现。要实现永久变形,施加的力必须超过弹性变形的范围。
材料成分和抗拉强度也有一定的影响。后者同样不得超过,以防损坏材料。要计算所需的压紧力,必须知道封边长度。封边长度与弯曲长度成比例增加。此外,还需要材料厚度、弯曲角度和轧制方向。较大的材料厚度通常需要较大的弯曲半径。如工具未达到最小弯曲半径,工件可能会断裂,外部可能会开裂,内部可能会起皱。







